Surface Finish in Medical Devices
Why It Matters and How Burnishing Delivers
In medical device manufacturing, surface finish isn’t a cosmetic concern, it’s a functional requirement. Whether you’re producing orthopedic implants, surgical instruments, bone screws, or dental components, the condition of a part’s surface affects how it performs in the body, how long it lasts, and whether it can be properly sterilized.

Why Surface Finish Is Critical in Medical Applications
A rough or irregular surface creates problems on multiple fronts. Microscopic peaks and valleys trap bacteria and biological material, making sterilization less effective and increasing infection risk. On moving components, like joint replacements or articulating sockets, surface roughness generates friction and accelerates wear.
Part hardness plays into longevity as well. Components that operate under repeated load or constant motion inside the body need sufficient surface hardness to resist wear over time. A softer surface, even one that meets initial finish specifications, will degrade faster under the mechanical demands of an active implant environment. For manufacturers, that means surface condition and material hardness both need to be addressed to produce a part that holds up long-term.
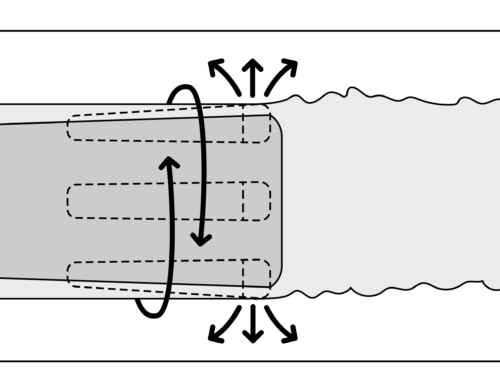
Burnishing addresses both of those requirements in a single operation. The rolling pressure that produces a smooth, low-Ra finish also cold-works the outer layer of the material, compacting and densifying it. That surface densification increases hardness without adding a secondary heat treat or coating step, which is a meaningful advantage when working with materials like titanium that require careful processing.

Ra Value Over Appearance
One thing worth understanding about medical burnishing is that the visual result isn’t always the best indicator of quality. Titanium, which is one of the most common materials in medical device manufacturing due to its biocompatibility and strength-to-weight ratio, tends to produce a cloudy or matte appearance when burnished rather than a bright mirror finish.
In these instances, the actual Ra value or the measured surface roughness is what matters most. Chasing a mirror finish on titanium can lead operators to misjudge results or over-process parts.
There are exceptions. Certain surgical instruments and precision instrumentation benefit from a more reflective finish, not just for appearance but for practical use. A reflective surface on some tools aids visibility or indicates wear more clearly during use. In those cases, finish aesthetics and function overlap, but even then, the Ra specification should drive the process.
Where Burnishing Fits in Medical Part Production
Burnishing is well suited to the types of geometries and materials common in medical manufacturing. Orthopedic joints, sockets, and similar components are frequent candidates because reducing friction on articulating surfaces directly impacts implant performance. A smoother surface means less wear debris, less inflammatory response, and a longer service life.
Bone screws are another strong application. The thread root finish on a bone screw is critical. If the threading operation leaves any irregularity at the root, it creates a stress concentration point that can contribute to fatigue failure. Burnishing can smooth out minor surface inconsistencies left from cutting, improving the thread root finish without changing the thread geometry.
For general part finishing, an OD carbide burnishing tool is the most common choice. It’s flexible enough to handle a wide range of part diameters and configurations, and it’s fast at finishing the body of a part in a single pass. That speed matters in medical manufacturing where cycle times are tight and part volumes can be high.
A Process Worth Considering Early
Burnishing works best when it’s planned into the process from the start rather than added as a fix after a part doesn’t meet finish specifications. Knowing your target Ra, understanding the material behavior, and selecting the right tool for the geometry will produce consistent results. For medical device manufacturers looking to meet tight surface requirements without adding abrasive or chemical finishing steps, it’s a process worth evaluating.