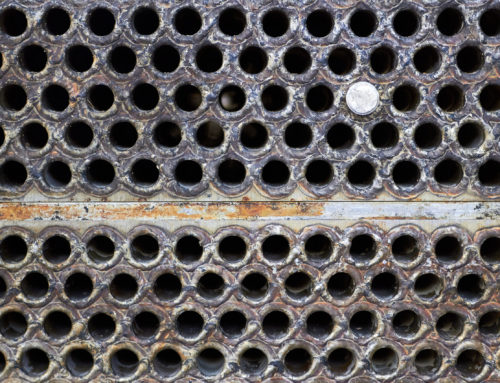
The goal of tube rolling is to create a leak-proof mechanical seal or joint. However, in cases where the joint is not properly rolled or if it begins to change over time it can cause leaks. Leaks can also occur from holes that form within the tube, either from deposit build-up, corrosion, the use of improper cleaning heads, in addition to a number of other factors. As a result, tube plugging is a common necessity throughout all industries.
One of the most overlooked best practices for plugging a tube is to vent the tube beforehand. Tube venting is a process by which a small puncture is made inside of the tube, releasing any pressure or chemicals that may be trapped inside. The term positive venting refers to the intentional creation of a pierced hole to vent the tube. The hole should be of sufficient size so that deposits cannot seal it while the heat exchanger is still in service.
Venting tubes prior to plugging is also a matter of safety. If leaking tubes are plugged without being vented, corrosion deposits or polymerized process fluids can seal the perforation or crack that led to the original leak. Fluid is then captured inside the tube, which can cause a buildup of pressure- enough to eject the tube plug and cause injury to nearby operators or equipment. Positive venting will also prevent such occurrences as fire, explosion, or release of toxic or noxious materials to the atmosphere during re-tubing and the plug removal process.
Due to the severity of these concerns, venting is highly recommended for oil refinery, petrochemical, chemical and other processes that utilize heat exchangers and feed water heaters. Additionally, it is important to note that many companies vent both the top and the bottom of the tube, to prevent any issues from occurring later on. For example, if any corrosion deposits or polymerized process fluids are left behind, they may seal the lower tube puncture. By venting in two places, you can prevent pressure from building up inside of the tube later on.
NOTE: Some companies tend to vent both the top and the bottom of the tube. This ensures that the pressure can not later build-up inside the tube. Only venting the bottom of the tube could potentially cause risks later down the line if the puncture is sealed due to corrosion deposits or polymerized process fluids.
Determine how far down the tube you wish to make the cut, and lock the collar in place.
Insert the cutter into the tube and start rotating the cutter clockwise.
When you begin to feel some resistance, rotate the tool a quarter turn more to pierce the tube.
Turn the cutter counter-clockwise to reset the cutter bit. Once the bit is retracted the cutter can be removed.