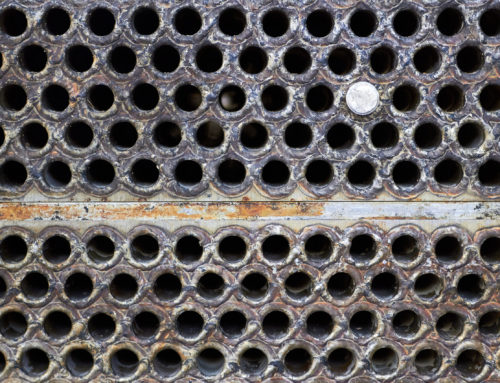
El objetivo de los rodillos de tubo es crear un sello mecánico o junta a prueba de fugas. Sin embargo, en casos en los que la junta no tiene los rodillos correctos o si empieza a cambiar con el tiempo, pueden ocurrir fugas. Las fugas también pueden ocurrir debido a orificios que se forman dentro del tubo, por acumulación de depósitos, corrosión, uso de cabezales de limpieza incorrectos, además de otros factores numerosos. Como resultado, tapar los tubos es una necesidad común en todas las industrias.
Una de las mejores prácticas que más se pasan por alto al tapar un tubo es purgar el tubo antes de taparlo. El purgado es un proceso en el cual se realiza una pequeña punción dentro del tubo para liberar cualquier presión o producto químico que pueda haber quedado atrapado adentro. El término purgado positivo se refiere a la creación intencional de un orificio para purgar el tubo. El orificio debe tener un tamaño suficiente para que los depósitos no lo sellen mientras el intercambiador de calor todavía esté en funcionamiento.
Purgar los tubos antes de taparlos es un asunto de seguridad. Si se tapan los tubos que tienen fugas sin purgar, los depósitos de corrosión o los fluidos del proceso polimerizados pueden sellar la perforación o la grieta que originó la fuga original. Luego, se captura el fluido dentro del tubo, lo cual puede causar una acumulación de presión ñ suficiente para expulsar el tapón del tubo y causar una lesión a los operadores o daños al equipo que se encuentren en las cercanías. El purgado positivo también previene la ocurrencia de incendio, explosión o liberación de materiales tóxicos o nocivos a la atmósfera durante el reentubado y el proceso de extracción del tapón.
Debido a la gravedad de estos problemas, es muy recomendable el purgado en los procesos de refinerías de petróleo, petroquímicos, químicos y procesos que utilicen intercambiadores de calor y calentadores de agua de alimentación. Adicionalmente, es importante señalar que muchas compañías purgan tanto la parte superior como la inferior del tubo para evitar cualquier problema que pueda ocurrir más adelante. Por ejemplo, si quedan depósitos de corrosión o fluidos del proceso polimerizados, pueden sellar el orificio inferior del tubo. Al purgar en dos lugares se puede evitar que la presión se acumule dentro del tubo más adelante.
Nota: Algunas compañías tienden a purgar tanto la parte superior como la inferior del tubo. Esto asegura que la presión no se acumule después dentro del tubo. Solo hacer una punción de ventilación en la parte inferior del tubo potencialmente podría causar riesgos más adelante en la línea si la punción se sella debido a los depósitos de corrosión o los fluidos de proceso polimerizados.
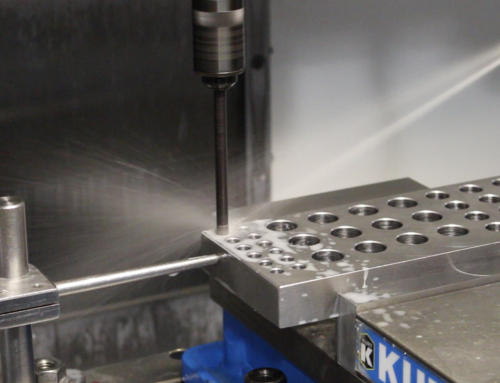
Determine a qué distancia del extremo superior del tubo desea hacer el corte y fije el anillo de expansión en su lugar.
Inserte el cortador en el tubo y empiece a girar el cortador hacia la derecha.
Cuando empiece a sentir alguna resistencia, gire la herramienta un cuarto de vuelta más para perforar el tubo.
Gire el cortador hacia la izquierda para volver a colocar la broca del cortador. Una vez se haya retraído la broca, se puede extraer el cortador.