Why Lubrication and Coolant Make or Break Your Burnishing Results
Burnishing is often described as a finishing process that requires no cutting, no material removal, just controlled pressure rolling a surface to yield a smooth finish. That description is accurate, but it leads some operators to underestimate one thing: heat. Even though burnishing is a cold-forming process, the friction between the rolls and the workpiece generates significant heat, and without proper lubrication, that heat will cost you tool life and surface quality.
The Role of Coolant Goes Beyond Cooling
Most people think of coolant as a way to keep temperatures down, and that’s part of it. But in burnishing, the flushing action is equally important. Pre-machined surfaces almost always carry some micro-chips or fine debris from the turning or boring operation that preceded burnishing. If those particles stay in the contact zone, they scratch the surface and can pit the rolls over time. A continuous, ample flow of coolant physically flushes that debris out before it causes damage.
This is why flow volume matters, not just fluid type. You need enough flow to keep the contact zone clean throughout the entire pass.
Fluid Type: Oil vs. Water-Soluble
Both oil and water-soluble options work, but they behave differently. Cutting oil tends to produce a finer finish and performs very well at the roller-workpiece interface because of its film strength. The tradeoff is that oil is messier, harder to contain in a production environment, and more involved to manage from an operations standpoint.
Water-soluble fluids are more practical for most shops. If you go that route, concentration matters. Running a water-soluble fluid below 8% concentration is a common mistake. Too dilute and you lose the lubricity that keeps the rolls sliding cleanly over the surface instead of sticking. When a roller starts to drag rather than roll, the finish becomes inconsistent, the roll wears unevenly, and streaking follows.
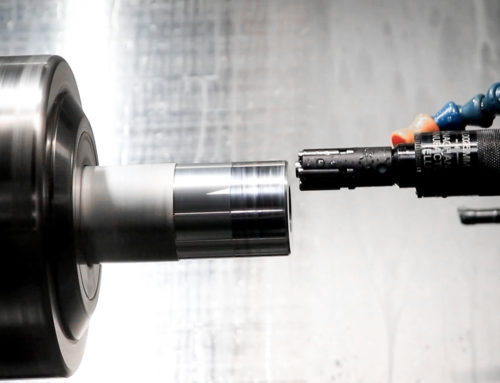
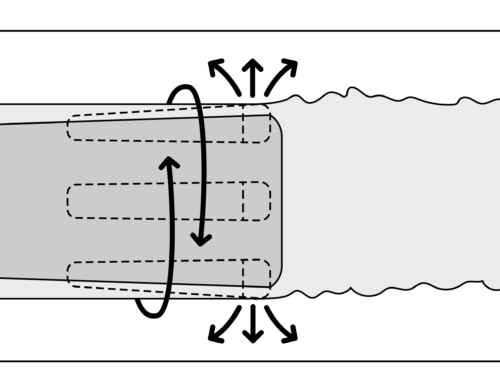
Deep Bores: Use Through-Coolant
For deep bore applications, external flood coolant delivery won’t get the job done. The fluid simply can’t reach far enough into the bore to where the rolls are working. Through-coolant, delivered directly through the toolholder, solves this by bringing lubricant right to the contact point. It keeps the rolls properly lubricated, flushes debris back out of the bore, and makes a measurable difference in both finish consistency and tool longevity on long-reach applications.
Filtration Matters More Than Most Shops Realize
Coolant systems that aren’t properly filtered introduce chips and debris back into the working zone. For burnishing, where the goal is a clean, scratch-free surface, this is a real problem. Filtering your coolant to 100-150 microns will catch the particles that cause surface defects and roller damage. It’s a simple maintenance step that extends the life of expensive tooling.

Keeping the Rolls in Good Shape
Rolls and mandrels are the working element of the tool, and their condition directly affects what ends up on the part. Inspect them routinely for pitting, flat spots, or signs of surface damage. Pitted rolls transfer that pattern to the workpiece, and at that point no amount of pressure adjustment or coolant improvement will fix the finish. Catching wear early means repairing or replacing a roller before it ruins a run of parts.
Good lubrication practice keeps rolls in service longer and reduces how often you’re making that call. The fluid is doing a lot of work in the background: managing heat, protecting the roller surface, keeping the contact zone clean. When all of that is dialed in correctly, burnishing delivers the finish it’s supposed to.