Tube Expander Design & Usage
Choosing The Right Tube Expander To Meet Your Needs
Heat Exchanger Expander Needs Assessment
- Tube Material
- Tube OD
- Tube Wall Thickness (BWG)
- Tube Sheet Thickness
- Any Obstructions- waterbox or channel plate, tube projections, etc.
Industry Standard Guidelines For % Tube Wall Reduction
| Tubing Material: | TEMA Standard Target % Wall Reduction: | API-660 Target % Wall Reduction: |
|---|---|---|
| Carbon Steel and Low-Alloy Steel (max 9% Chromium) | 5 – 8% | 8% max * |
| Stainless Steel and High-Alloy Steel | 5 – 8% | 6% max* |
| Duplex Stainless Steels | 4 – 6% | Not Specified ** |
| Titanium (and other nonferrous, work hardening materials) | 4 – 6% | 5% max* |
| Admiralty Brass (and other nonferrous, non-work hardening materials) | 6 – 9% | 8%* |
| Copper & Copper Alloys | 7 – 10% | Not Specified |
*API-660 lists maximum tube wall thickness reduction values only. For some materials, API-660 allows the wall thickness reduction to be increased by an additional 2%, if approved by the purchaser.
** Maximum tube wall thickness redcution to be agreed between the purchaser and vendor.
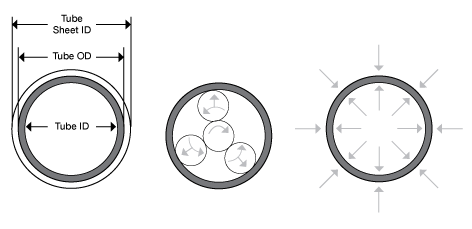
Determining 3, 4, or 5 Roll Expander Diagram
Generally, a 3 roll expander is well suited but inquire about.
- Tube Material:
- Stainless Steel, Titanium
- Work hardening materials
- Minimum 4 roll design, if possible
- Stainless Steel, Titanium
- Wall Thickness:
- 20 BWG (.035″) & thinner
- Stainless Steel, Titanium – 5 roll preferred
- Carbon Steel, Brass, Copper, Aluminum – 4 roll preferred
- 20 BWG (.035″) & thinner
- Tube Pitch:
- Tube sheets with thin ligaments in a triangular tube pitch pattern may be disrupted using a standard 3 roll expander.
When To Use 4 or 5 Roll Expanders
- Tube Materials:
- Stainless Steel
- Titanium
- Exotic Alloys
- Materials that work harden rapidly
- Tube sheets with thin ligaments in a triangular pitch.
Learn more about 5 roll expanders here.

Other Factors That May Effect Expander Design
Flush, recess, telescoping or friction collar?



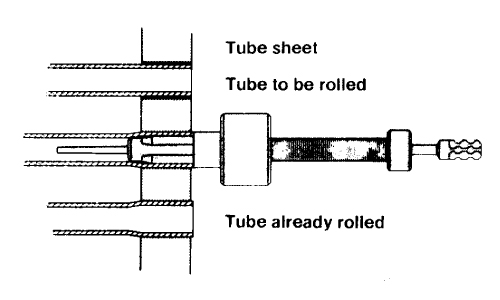
When Is The Reach Of An Expander Important?
- Reach: The distance between the front of the collar and the front of the crown of the roll.
- Maximum reach: When the collar is completely threaded back.
- Minimum reach: When the collar is completely threaded forward.
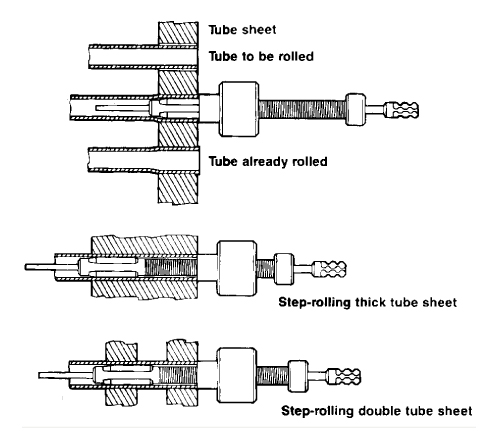
- Step rolling is done when the depth of the tube sheet is greater than the effective roll length.
- Double tube sheets
- Fin fan coolers
Expanding In The Tube Sheet
- For non-welded applications, rolling should take place 1/8″ from the back of the tube sheet to the front.
- For welded applications, roll should take place 1/8″ from the back of the tube sheet up to 1/4″ from the front.
- If tube is expanded beyond tube sheet thickness, tube bulging creates a sharp edge which weakens the tube.
Improving Tube Expansion Quality & Maximizing Tool Life
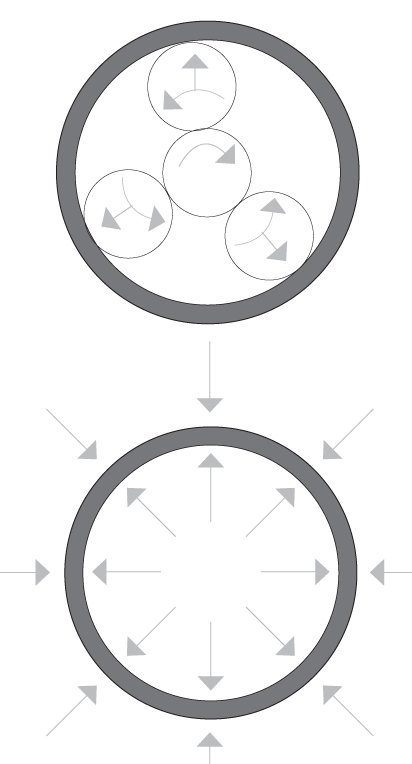
How A Mechanical Bond Is Formed
- Tube Joint formed by compressing the tube into a fixed container (i.e. tube sheet).
- Ideally rolled joint created when the tube state turns to plastic (stays where it stops) and is contained by the tube sheet’s elastic properties (fully recovers). This has to occur right before the tube sheet turns to a plastic state.
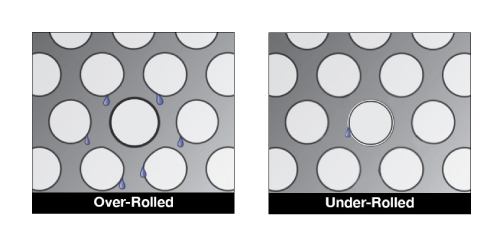
- Under-rolling occurs when the tube is not compressed enough and remains at an elastic stage. A bond is not created as the yield of material is not compressed enough to turn tube sheet to elastic.
- Over-rolling occurs when tube surpasses the elastic property of the tube sheet and therefore the ligaments between the tube sheet holes are shifted, causing adjacent tubes to leak.
Common Causes Of Tube Joint Failure
- Not enough tube expansion (under rolling).
- Too much tube expansion (over rolling).
- Dirty, scratched tubes or tube sheets.
- Dents or other imperfections of the tube.
Calculating The Rolled Inside Diameter
- Percent tube wall reduction guidelines:
- Rule of thumb: Harder the material, less wall reduction required.
- Copper & Cupro-Nickel: 8 – 10%
- Steel, Carbon Steel, Admiralty Brass: 7 – 8%
- Stainless Steel, Titanium: 4 – 5%
- The above are guidelines and may not apply specifically to your design requirements.


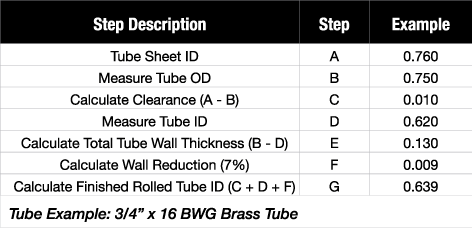
Rolled ID Calculation
Proper Operation For Effective Joints & Tool Life
- The tube surfaces must be clean of debris, scratches, dents, cracks, and any other imperfections of the tube.
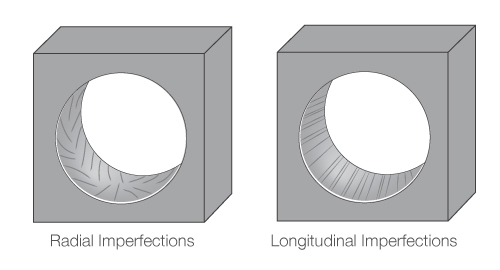
- Inspect the tube sheet where tube is being expanded into, for any radial or longitudinal imperfections.
Proper Operation For Effective Joints & Tool Life
- The expander must also be clean and free from debris.
- Any visible signs of wear on the expander’s rolls and mandrel – replace these items immediately.
- The expander must have the rollers and mandrel well lubricated to prolong tool life.
- The kind of lubricant will make a difference. Use Elliott recommended!
- The expander’s thrust bearings must have liberal amounts grease to reduce friction. (Extremely important if rolling the joint to a torque).
Tips To Improve Tool Life
- Use 2 Expanders alternatively for one operator. Place one expander in lubricant while the other one is under rolling operation.
- Exchange expander about every 50 joints to allow for proper cool-off and lubrication. Use Quick Change Chuck to minimize downtime.
- Every 5-7 complete exchanges, check for debris trapped between mandrel and rolls. Disassemble and clean if required. Ensure thrust bearings have liberal amounts of grease.
- Roll to suggested tube wall reduction using a Torque Control Box. This ensures repeatability of Joint Tightness and reduces overheating of tube expander and components.
- Hold Rolling Motor in a vertical / straight position and avoid motor to weigh on the mandrel to avoid possible axial load on the mandrel creating fatigue and premature tool breakage.
- Use double-radius rolls when rolling inside the tube sheet (or inner-sheet). This will avoid sharp edges inside the tube that will cause strain on the mandrel when withdrawn.
Read more about extending expander tool life here.