
Finished Tube ID & Torque Calculator
The below calculator can help you determine your finished ID target and recommended torque for expansion.
Calculator
NOTE: The calculated values are estimated based on the available inputs. Actual values may vary due to tube thickness, material, tube sheet thickness, lubrication, operation condition, and/or operator technique. Best practices are to start with a lower torque setting and measure each tube to ensure proper wall reduction and finished ID is achieved.
BWG / Wall Thickness (Inch) Conversion Chart
| Tube Wall BWG | Tube Wall Inches |
|---|---|
| 0 | 0.340 |
| 1 | 0.300 |
| 2 | 0.284 |
| 3 | 0.259 |
| 4 | 0.238 |
| 5 | 0.220 |
| 6 | 0.203 |
| 7 | 0.180 |
| 8 | 0.165 |
| 9 | 0.148 |
| 10 | 0.134 |
| 11 | 0.120 |
| 12 | 0.109 |
| 13 | 0.095 |
| 14 | 0.083 |
| 15 | 0.072 |
| 16 | 0.065 |
| 17 | 0.058 |
| 18 | 0.049 |
| 19 | 0.042 |
| 20 | 0.035 |
| 21 | 0.032 |
| 22 | 0.028 |
| 23 | 0.025 |
| 24 | 0.022 |
| 25 | 0.020 |
| 26 | 0.018 |
Industry Recommended Wall Reductions
| Material | TEMA Standard Target % Wall Reduction | API-660 Target % Wall Reduction |
|---|---|---|
| Aluminum 3003 or 4004 | 4 – 6% | 5 – 7% |
| Aluminum 6061-T | 6 – 9% | 8 – 10% |
| Carbon Steel & low-alloy steel (max 9% Chromium) | 5 – 8% | 8% max* |
| Stainless Steel and high-alloy steel | 5 – 8% | 6% max* |
| Duplex Stainless Steels | 4 – 6% | Not Specified** |
| Titanium (and other nonferrous, work hardening materials) | 4 – 6% | 5% max* |
| Admiralty Brass (and other nonferrous, non-work hardening materials) | 4 – 9% | 8%* |
| Copper & Copper Alloys | 7 – 10% | Not Specified |
Additional Resources

How To Size An Expander For Center Tube Sheet Expansion
The design of a chiller can pose some challenges when it comes to tube installation and maintenance. From the center tube sheet to tube enhancements, special considerations need to be made when choosing the correct tooling for the job.
Is the free speed RPM of a torque control the best indicator of how fast a tube can be rolled?
For tube expanding it is desirable to roll the tube quickly as it prevents work hardening of the tube and less frictional heat is generated. The limiting factors in this balance of speed vs. power are voltage or pneumatic pressure. These either limit the speed or power being produced.
Materials, Tube Leaks, & Pre-Expansion Steps
In general, you want to roll to the lowest wall reduction possible where a tight tube to tube sheet joint can be achieved. The harder the material the less wall reduction required to obtain a tube joint. You should always consult the manufacturer of the heat transfer vessel for specific information before undertaking any maintenance procedures.
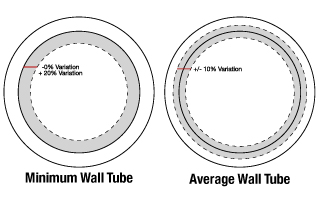
Minimum Vs Average Wall Tubes & Why It Matters
Getting the right tools for your application is critical in order to complete the job right the first time. One of the most overlooked factors when ordering tooling, is determining whether you have minimum wall or average wall tubing.