Fighting Fatigue Failure
Burnishing Pump Shafts to Extend Life in Corrosive Environments
Pump shafts, valve stems, valve seats, and sealing surfaces take a beating in oil and gas service. They’re rotating, sealing, and holding pressure against fluids that are often corrosive, abrasive, or both. When one of these components fails, it’s rarely a quiet event. Unplanned downtime on a drill pipe or a pump means lost production and emergency repairs. It also means a maintenance team scrambling to get a well or a line back online.
A lot of that failure traces back to two related problems: fatigue cracking and surface corrosion. Burnishing pump shafts addresses both, without adding a heat treat step or a secondary coating to the process.

What Is Burnishing?
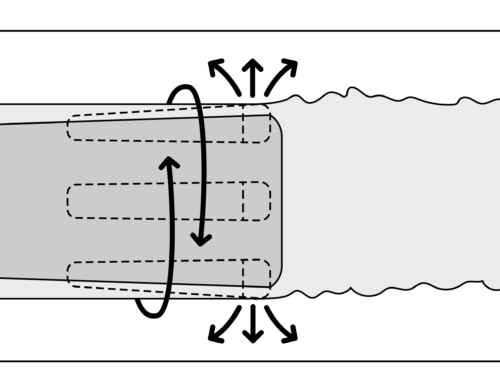
Burnishing is a cold-working process. Instead of cutting metal away like in machining, it uses controlled pressure to roll or press the surface. This compacts the surface layer and induces compressive residual stress just below it. That compressive layer matters because fatigue cracks need tensile stress to start and grow. When the surface is already under compression, cracks have a much harder time initiating in the first place. If a small crack does start, the compressive layer resists it opening further under cyclic loading.
How Burnishing Prevents Fatigue Cracking
That’s the core reason burnishing helps with fatigue failure on rotating and reciprocating parts. Pump shafts see constant cyclic loading from rotation. Valve stems see repeated opening and closing cycles. Both are exactly the kind of loading pattern that turns a microscopic surface flaw into a full crack over time. A compressive surface layer pushes that timeline out considerably.


How Burnishing Reduces Corrosion
Fatigue isn’t the only thing burnishing helps with. It also produces a smoother surface at the microscopic level, closing the tiny valleys and peaks left behind by machining. Those valleys are where corrosive fluids and chemicals tend to settle and concentrate. Left alone, they become the starting point for pitting corrosion. That, in turn, becomes another source of stress concentration and crack initiation. Burnishing removes the valleys, so there’s less surface area for corrosive media to gather.
Impact on Valve Seats and Sealing Surfaces
This is particularly relevant for valve seats and sealing surfaces. The fit between two surfaces has to stay tight over years of service in a corrosive environment. A rougher surface wears faster, seals worse, and corrodes more aggressively. A burnished surface holds its finish and its seal longer.
Why Burnishing Pump Shafts Pays Off
The real value of burnishing shows up in the maintenance schedule. Because burnishing improves fatigue resistance and corrosion resistance in a single step. That eliminates the need for a separate heat treat operation or a secondary coating process. That’s less handling, fewer process steps, and less opportunity for something to go wrong in production.
Downstream, that translates into longer intervals between maintenance cycles on drill pipe and pump components. It also means fewer surprise failures that force a well offline. Lower maintenance frequency means lower total cost of ownership over the life of the part. Less downtime means the equipment is doing its job instead of sitting in a shop waiting on repair.
In corrosive, high-cycle environments like oil and gas, that combination of fatigue resistance and corrosion resistance from a single cold-working process. That’s what makes burnishing worth specifying on critical rotating and sealing components.