
Turbine Cleaning Motors: Make Them Last Longer, Work Faster, & Clean Better
Turbine style cleaners are used to clean tubes and keep vessels on-line in refineries, power plants, nuclear plants, processing plants, and other facilities. A downtime period for any of these industries represents a loss in production and increased labor costs. Making tube cleaning a regular part of vessel maintenance ensures efficient operation of vessels and decreased emergency maintenance.
The conditions under which tube cleaners operate vary widely from industry to industry, therefore, cleaning should be thought of as highly individualized. However, there are several key considerations in the selection and maintenance of cleaning tools (specifically the air motors) that each operator should follow.
Making tube cleaning a regular part of maintenance ensures sound operaiton and decreases energy maintenance needs.
Motors are all designed to operate at their maximum efficiency when supplies with the proper amount of pressure at the motor. A motor operating at low pressure will not be as effective and will require more time to clean a tube. Therefore, reducing the pressure drop ensures the best motor performance.


Check the maximum air volume required through each air line against the pressure drop. Assuming the compressors are in good operating conditions, this requires very little time. For example, a 2-inch air line 1000 feet long with 100 pounds pressure at the compressor end will have a pressure drop of approximately 9.95 pounds while passing 300 cubic feet a minute, and if the pressure is raised to 125 pounds the drop will only be 8.18 pounds. Any handbook will supply data for your condition, but remember that the valves, elbows and other connections increase the pressure drop. If necessary, some pressure drops can be eliminated by streamlining the air lines, removing old lines in use, correcting any leaks and reducing the number of cleaners operating on one line.
Another cause of decreased pressure is a swollen hose. One refinery had in use several lengths of hose that were in excellent shape as far as the exterior, although they had been in service for a good length of time. They were tested for pressure drop and it was found that there was about 40 pounds drop through a 50-foot length of 1-inch hose. A cross-section of the hose revealed that it had swollen so much that the opening of the hose was reduced to ½ inch. Pressure drop tests will reveal these issues.
Tube cleaners are lubricated by oil being introduced into the air stream. There are several methods for this and it varies among industries. Lubrication, no matter the method, is required for the proper operator and maintenance of an air motor. Without oil lubrication, motors will operate at a sub-par level and are very prone to overheating. As one operator has stated, “Oil is cheap compared to burned-out motors.”
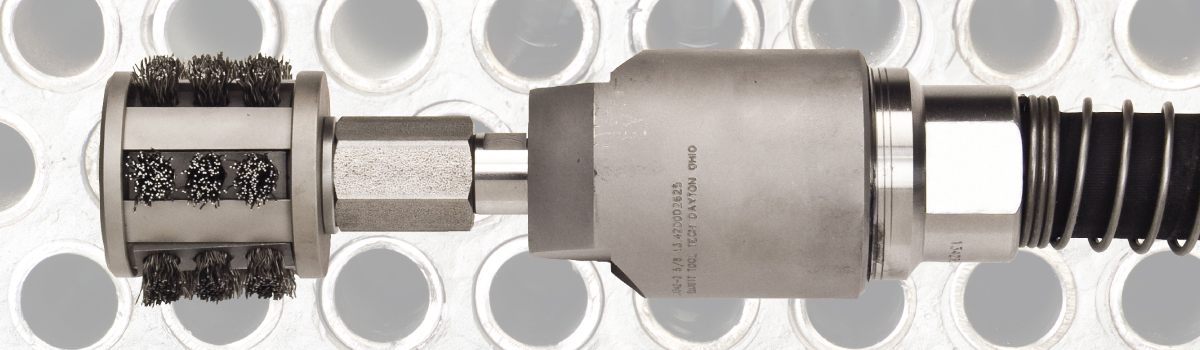
Many cutter heads are self-feeding. Let the self-cleaning feed slowly and evenly and if necessary hold it back slightly to keep the head from jumping across hard deposits and coke. Avoid working the motor back and forth as it causes excessive cutter wear.
Finally, after each cleanout, test and repair the cleaner motor to ensure it is ready for the next cleanout.
Following these standard procedures and tips, proper maintenance and understanding the operating and technical instructions for the air motor in use will ensure longer tool life, better cleaning jobs, and vessels that are ready for operation.