Is the free speed RPM of a torque control the best indicator of how fast a tube can be rolled?
The free speed RPM of a motor is relevant only as a reference measurement based on the amount of power being supplied to the motor. In general terms, the faster a motor runs at free speed the less torque or output power it will produce. For tube expanding it is desirable to roll the tube quickly as it prevents work hardening of the tube and less frictional heat is generated. The limiting factors in this balance of speed vs. power are voltage or pneumatic pressure. These either limit the speed or power being produced. The user will want to select the motor based on their power supply, either electric or pneumatic, and the torque or foot pounds of energy required to roll a tube to tube sheet joint for their parameters.
There are three defining factors in how fast the tube expander can accomplish its work.
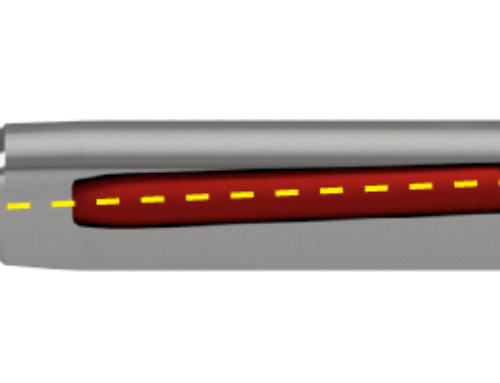
Feed Angle
The feed angle is the dimensional angle that the roll cavities are cut into the cage that is slightly askew of the cage centerline. If viewed from the back of the expander, the cavities nose is slightly off to the left of the cage centerline. Too much feed angle and the stress on the body of the expander will be too great and will fracture the tool. Too little feed angle will result in the frictional generation of heat. This heat will build to a point where it will damage the heat treatment of the rolls and mandrel. Also, it will increase the time required to complete the expanding operation, which will not be efficient.

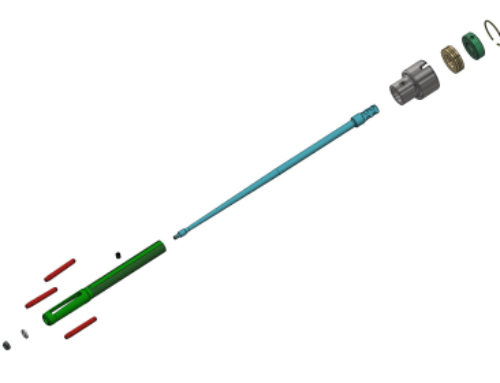
Mandrel & Roll Taper
The feed angle and the taper of the rolls and mandrel work together. When the rolls and mandrel are inserted into the expander and the expander is placed into the tube, the position of the rolls is held at a slight angle to the mandrel. This placement provides a screw-like movement of the rolls as the mandrel is rotated in a clockwise direction. This mandrel rotation causes the rolls to “climb” up the taper of the mandrel, pulling the mandrel further into the cage and pushing the rolls out as more of the mandrel is drawn in. Since the mandrel and rolls have a material strength harder than the tube, the tube is forced or pushed as the rolls orbit around the tube ID. The mandrel rotates the rolls, and the rolls rotate the cage like a planetary system around its sun. The feed angle and tapers control how many rotations of the mandrel it requires to move the rolls a certain distance from the center of the expander. Too aggressive a mandrel taper and the expander will not draw the mandrel into the cage; too little angle and it will take a great many more rotations of the mandrel to achieve the expansion desired. It is a very precise balance of feed angle and tapers that allow the expander to achieve the tube-to-tube sheet joint.
Mandrel rotation speed
During the tube expansion process, each time the roll passes by a specific location on the tube ID, the roll is pushing out the tube ID which “stresses” the metal. As the roll passes, the tube tries to return to its previous location due to the metal’s elastic properties, this return tube movement is called “tenting”. As each of the expander’s rolls pass this same spot, the tube is stressed and due to the nature of metal, each stress and release causes Stress or Work Hardening of the metal. Some metals work harden very quickly when subjected to the tube expanding process. The faster the expansion process is accomplished in these work hardening materials the less work hardening occurs, so the speed or RPM of the rolling motor needs to be as fast as possible within the confines of the power being supplied to the rolling motor.
Lubrication of the expander will also aid in keeping the expander cool and allow for greater production with less heat buildup in the tool. Lubrication of the expander during production will help to flush out contamination from the rolling operation, which will produce greater expander life. The operator can help reduce expander wear by keeping the expander aligned with the centerline of the tube. This will also aid in the reduction of heat buildup in the tool during the expander operation.
These are the major factors in determining the speed at which a tube to tube sheet joint can be formed. The free speed of the rolling motor should only be used as a reference when selecting the proper final output power required to form the desired tube to tube sheet joint.