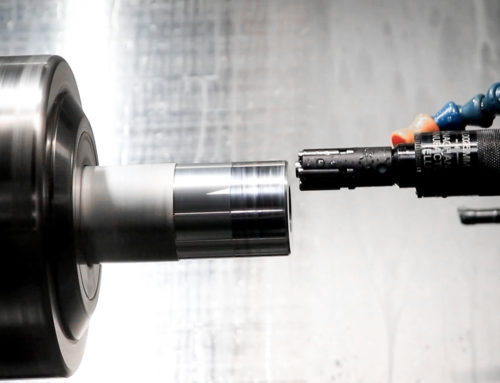
Mastering the Finish: Troubleshooting Your OD Burnishing Tool for Optimal Performance
For manufacturers relying on the precision and enhanced surface properties delivered by OD burnishing, maintaining optimal tool performance is critical. When surface finish declines, tools seize, or part dimensions fluctuate, it impacts productivity and product quality. This guide provides a systematic approach to troubleshooting common issues encountered with OD burnishing tools, helping you diagnose problems and implement effective solutions.

Common Challenges and Solutions
1. Poor Surface Finish (Rough or Streaky)
A subpar finish often points to issues with the workpiece or tool setup.
- Improper Stock Allowance: The machined surface is crucial. Ensure it falls within the recommended 60-120 micro inches Ra. If the surface is too rough, the rollers can’t effectively smooth it. If the surface is too smooth, there isn’t enough material for proper cold working, leading to inconsistent results.
- Incorrect Burnishing Pressure: The tool’s adjustment pressure needs to be fine-tuned to the material’s hardness. Too little pressure may not achieve the desired finish, while excessive pressure can lead to an overly compacted or streaky surface. Experiment with slight adjustments.
- Roller Wear or Damage: Worn or chipped rollers cannot maintain uniform contact with the workpiece, resulting in streaks, nicks, or an uneven finish. Regularly inspect rollers and replace them at the first sign of wear.
- Misalignment: Improper tool alignment with the workpiece can cause uneven pressure distribution, leading to inconsistent finishes and streaking. Verify tool setup and ensure precise alignment.
2. Tool Not Rolling or Sticking to the Workpiece
This typically indicates a friction-related issue.
- Lack of Lubrication: Burnishing is a cold-working process, lubrication is essential to reduce friction and allow the rollers to move freely. Ensure a consistent flow of appropriate coolant or oil-based lubricant.
- Roller Contamination: Accumulated chips or debris on the rollers can impede their movement. Periodically clean the rollers thoroughly to remove any buildup.
- Excessive Pressure: If the adjustment pressure is too high, the rollers can become “locked” against the workpiece, preventing free rotation. Slightly decrease the pressure until the rollers can rotate smoothly.
3. Excessive Tool Wear or Short Tool Life
Premature tool wear impacts operational costs and efficiency.
- Burnishing Material That Is Too Hard: OD burnishing tools are most effective on materials up to 40 HRC. Attempting to burnish harder materials will significantly accelerate roller and cage wear.
- Insufficient Lubrication: Inadequate coolant flow leads to increased friction and heat, rapidly degrading tool components. Maintain continuous and sufficient lubrication.
- Incorrect Tool Speed and Feed: Operating outside the manufacturer’s recommended RPM and feed rates can overstress the tool. Adhere strictly to these guidelines to optimize tool life.
- Misalignment: An improperly aligned tool subjects’ rollers and cages to undue stress, leading to accelerated wear.
4. Size Variation or Oversized/Undersized Parts
Achieving consistent final dimensions is paramount.
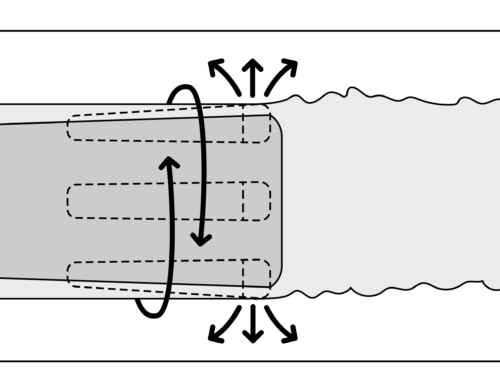
- Incorrect Machined Size: The burnishing process displaces material, so the initial workpiece diameter is critical. Verify that the pre-machined size is within the specified tolerance.
- Too Much or Too Little Stock Allowance: The amount of material left for burnishing directly impacts the final dimension. Adjust machining parameters to provide the precise stock allowance recommended by the tool manufacturer.
- Mandrel or Roller Wear: Worn internal components or rollers can lead to inconsistent burnishing pressure and, consequently, variations in the final part size. Inspect and replace worn components.
5. Tool Chatter or Vibration
Vibration can negatively impact surface quality and tool life.
- Insufficient Machine Rigidity: Ensure the lathe or mill holding the burnishing tool is robust and properly fixtured to prevent vibration.
- Incorrect Speed and Feed: Operating at excessively high speeds can induce chatter. Try reducing the RPM or feed rate.
- Loose Tool Setup: Verify that the tool holder and shank are securely tightened in the machine. Any looseness can lead to vibration.
Preventative Maintenance: The Key to Consistent Performance
Proactive maintenance is vital for maximizing the lifespan and consistent performance of your OD burnishing tools. Routinely inspect rollers and cages for any signs of wear, replacing them promptly when necessary. Always ensure proper and continuous lubrication; a dry tool will quickly degrade and produce inferior results. Consistent setup is equally important, so frequently verify tool alignment to guarantee repeatable and high-quality finishes. Finally, strictly adhering to the manufacturer’s recommended speed and feed rates will prevent issues like chatter and poor surface quality, ensuring your OD burnishing operations run smoothly and efficiently.