Cómo expandir los tubos del intercambiador de calor

Seleccionar y ajustar el expansor
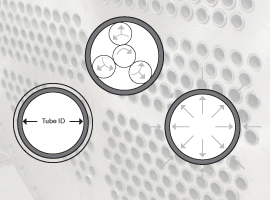
Antes de que pueda comenzar a expansionar, deberá seleccionar el expansor adecuado al tipo de trabajo. El diámetro exterior del tubo y la pared/BWG (espesor de la pared) determinarán el tamaño del expansor. Sin embargo, hay algunos otros factores a considerar, como la proyección del tubo, la longitud del rollo, los requisitos de alcance, las limitaciones de espacio y si se trata de una pared mínima o promedio del tubo.
Proyección del tubo
Es importante tener en cuenta si el tubo se expandirá al ras de la placa del tubo o si tendrá una proyección. La proyección de tubo más común para los intercambiadores de calor de carcasa y tubo es 1/8″ de la placa del tubo. En situaciones donde todos los tubos se expansionado con la misma proyección, se debe usar un expansor con un collar de rebaje. Esto acomodará la proyección y evitará que el tubo se introduzca en el expansor. El lado de salida de los condensadores de vapor de superficie puede tener proyecciones variables, hasta 1X del diámetro del tubo de longitud. En este caso, se debe utilizar un collar telescópico o empotrado. Si no se especifica una proyección de tubo, el expansor de tubo vendrá con un collar al ras para expandir el tubo al ras de la placa del tubo.
Longitud del rollo
Los expansores de tubo vienen en dos longitudes de rollo diferentes: rollo corto y rollo largo. Para determinar la longitud correcta del rollo, necesitará conocer el grosor de la placa del tubo. Elija la longitud del rollo que expandirá el área de la placa de tubos en la menor cantidad de expansiones. Si se expanden los tubos en una placa de tubo doble, se debe especificar el grosor de la placa del tubo primario interno para que los rodillos del expansor se puedan fabricar para permitir la longitud de expansión efectiva adecuada. Considerando que la placa del tubo exterior utilizaría rollos estándar.


Requisitos del alcance
Generalmente, los expansores de tubo vienen en alcances de 4″, 8″, 12″y 18″, pero pueden alargarse para adaptarse a aplicaciones específicas. Para una vida útil óptima de la herramienta, utilice el expansor de menor alcance que se adapte a la aplicación. Los expansores de largo alcance se utilizan en intercambiadores de calor de placas gruesos o cuando se alcanzan a través de cajas de agua, que se encuentran en enfriadores de aire.
Limitaciones de espacio
Los intercambiadores de calor con cajas de canales o placas de división donde los tubos están colocados demasiado cerca de una pared para que el collar del expansor acceda a los tubos perimetrales requerirán un collar de fricción. Este collar tiene un diámetro más pequeño que un collar estándar, lo que permite un mayor acceso a las áreas difíciles. Un collar de fricción solo debe usarse cuando sea necesario, ya que no reemplaza un collar de cojinete.
Tubos De Pared Mínima Respecto A Tubos De Pared Promedio
Obtener las herramientas adecuadas para su aplicación es fundamental para finalizar el trabajo correctamente en el primer intento. Uno de los factores que más se pasa por alto al hacer un pedido de herramientas es determinar si los tubos son de pared mínima o de pared promedio.

Un tubo de pared mínima ofrece la misma variación total del espesor de la pared que un tubo de pared promedio, pero la variación se aplica de manera diferente. Deja un margen de entre -0 % y +20 %. Por lo tanto, la pared nunca será menor que el espesor especificado. Por ejemplo, un tubo de 0,083”
de pared mínima tendrá un espesor de pared de entre 0,083” y 0,100”. En el extremo superior de ese rango, un expansor de tubos de tamaño normal no tendrá suficiente espacio para entrar en el tubo. Si tiene un tubo de pared mínima, se recomienda que use un expansor del tamaño inmediatamente menor. Entonces, en lugar de pedir un expansor de 14 BWG, debería pedir uno de 13 BWG. Esto garantiza que el expansor quepa dentro de los tubos y siga alcanzando el rango de expansión adecuado.
Ajuste de un expansor de condensador
Una vez que se ha seleccionado la herramienta correcta, el collar del expansor de tubo deberá ajustarse a la profundidad correcta del rollo. Generalmente, desea colocar los rollos de 1/16″ a 1/8″ desde la parte posterior de la placa del tubo. Esto garantizará que la herramienta no se mueva más allá de la placa del tubo. Simplemente, afloje el tornillo de fijación en el collar, ajuste las roscas del collar a la profundidad de rollo deseada y apriete el tornillo de fijación en la superficie plana de la jaula del expansor. Esto permitirá que el expansor se ajuste a otras profundidades si es necesario.
Tubos de expansión
Una vez que se ha seleccionado y ajustado el collar, puede comenzar a expandir los tubos. Utilizando su reducción de pared predeterminada y el diámetro interno objetivo calculado, enrolle el primer tubo y verifique el diámetro interno del tubo terminado. Si el diámetro interno está por encima del objetivo, reduzca el valor de torsión. Si el diámetro interno está por debajo del objetivo, aumente el par de acuerdo a esto. Siempre expanda un tubo sin expandir al ajustar. Una vez que se logre su diámetro interno de objetivo, regrese y vuelva a enrollar los tubos de ajuste inicial.
Enrollado en pasos
En situaciones en las que la placa del tubo es más gruesa que la longitud de los rollos, puede ser necesario un laminado escalonado. Se recomienda enrollar desde la parte posterior de la placa del tubo hacia la parte delantera de la placa del tubo para permitir que el crecimiento del tubo se mueva hacia el operador o fuera de la placa del tubo. Esto también ayudará a evitar que el expansor ejerza presión sobre el tubo y provoque una falla prematura del mismo. Se recomiendan rodillos de doble radio para hacer en enrollado en pasos. Al enrollar cada paso, debe asegurarse de que los rollos se superpongan al paso anterior en 1/8″ – ¼» para una transición suave.

Mantenga los expansores de tubo limpios y frescos
Para obtener los mejores resultados y mejorar la vida útil de la herramienta, es importante mantener el expansor limpio y libre de desechos. Hay dos tipos comunes de lubricantes que se pueden usar para la expansión del tubo: lubricante en pasta y lubricante líquido. Si bien algunos operadores tienen preferencias personales con respecto al tipo de lubricante que utilizan, existen algunas recomendaciones y estándares de la industria a considerar.
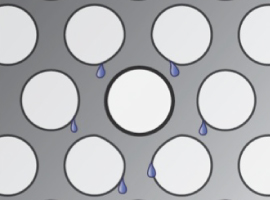
El lubricante líquido se utiliza a menudo en tubos de acero inoxidable o de titanio debido a su bajo contenido de azufre. También se usa comúnmente en las industrias electrónica y nuclear. Por otro lado, el lubricante en pasta se utiliza comúnmente en enfriadores de aire o en otras aplicaciones en las que el operador trabaja a través de la caja de distribución, ya que no gotea en el recipiente. Al usar lubricante en pasta para tubos de cobre y bronce, se recomienda diluir la pasta. El lubricante en pasta también se usa cuando el operador desea lubricar el tubo antes del laminado.
Ambos lubricantes prolongan la vida útil de las herramientas manteniendo el expansor del tubo frío y evitando que la suciedad se adhiera al mandril y rodillos del expansor. Una herramienta limpiadora más fría extenderá la vida útil de la herramienta hasta 2 veces.

Desgaste de la jaula del expansor
Esté atento al desgaste
Es necesario reemplazar los rodillos y mandriles dañados para eliminar las fugas del tubo y el daño al tubo o la placa del mismo. El mantenimiento adecuado de los consumibles también garantiza que no se dañen otras partes del expansor.
Inspeccione cuidadosamente la longitud del mandril y los rodillos en busca de rayones, picaduras, corrosión o descamación en la superficie cónica y reemplácelos si encuentra alguna irregularidad. Dado que los mandriles y rodillos desgastados pueden dañar otras partes de la herramienta, es importante reemplazar las partes desgastadas o astilladas de inmediato.
Expansión de rollos paralelos
Los rodillos de un expansor tradicional se fijan en un ángulo con el mandril, que de otro modo se lo conoce como un ángulo de alimentación. Este ángulo de alimentación causa una acción similar a un tornillo que alimenta automáticamente el mandril dentro del tubo a medida que gira. Con la expansión de pasador paralelo, los rollos se establecen en paralelo con el mandril, con un ángulo de alimentación de cero grados. Esto significa que el mandril no se autoalimentará como lo haría un expansor tradicional. En lugar de eso, el mandril es empujado a través del expansor por la fuerza, en la mayoría de los casos hidráulica, permitiendo que el tubo se expanda.
Hay dos razones comunes para elegir la expansión de pasador paralelo. La primera es que se podría reducir la presión sobre las soldaduras de sellado del tubo. La segunda es que suele ser mucho más rápida que la expansión tradicional.

Algunos consumidores finales están exigiendo a los fabricantes que utilicen la expansión de pasador paralelo en tubos sellados con soldadura. Ellos creen que este proceso puede proteger mejor la integridad de la soldadura. En la expansión tradicional, la alimentación del mandril introduce una fuerza de tracción sobre el tubo, creando así tensión en la soldadura. Con la expansión de pasador paralelo, esta fuerza podría reducirse o eliminarse ya que se empuja el mandril dentro del tubo y los rodillos son forzados directamente hacia afuera, hacia la pared del tubo.
La expansión de pasador paralelo puede ser significativamente más rápida que la expansión tradicional debido al método por el que se empuja y se jala el mandril del tubo. En la expansión tradicional, la rotación del mandril junto con el ángulo de alimentación determina la rapidez con que se puede expandir un tubo. Una vez que la expansión está completa, la rotación del mandril debe invertirse para quitar el expansor del tubo. Los expansores de pasador paralelo giran constantemente en una dirección, mientras que se empuja y se jala el mandril del tubo, independiente de su velocidad de rotación. Esto elimina una parte del tiempo que necesita un expansor tradicional para entrar y salir del tubo, lo que reduce el tiempo del ciclo de expansión hasta en un 50%.