Elliott’s One-Rev Tube Cutter Produces 24X More Punctures Than The Competition

Quick Summary
The Challenge
- According to ASME PCC-2, tubes should be vented prior to plugging.
- Blades for one-revolution style tube cutters, typically used for venting thick-walled tubes, tend to break too quickly.
- 2205 duplex tubes, and other tough materials, often wear blades very quickly.
The Solution
- Elliott’s One-Rev cutter is engineered to specifically handle tough tube venting applications.
- Tested using ¾” x 12 BWG carbon steel and 1” x 12 BWG 2205 duplex to prove the strength and endurance of the new cutter design.
The Results
- The on-site customer test resulted in twice as many cuts with Elliott’s One-Rev compared to the competition, with the Elliott blade still intact and “looked almost brand-new.”
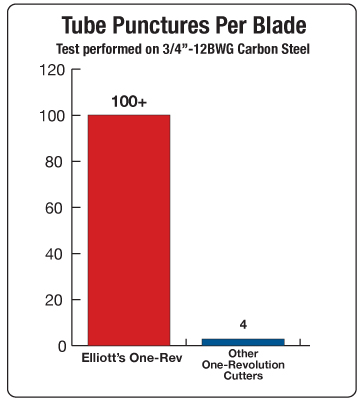
- A separate test resulted in 24 times more tube punctures from the Elliott blade versus the competition.
- Approximate savings of over $1,100 per 100 tube punctures.
The Challenge
One of the most overlooked required practices for plugging a tube is to vent the tube beforehand. Venting is a process by which a small puncture is made inside of the tube, releasing any pressure or chemicals that may be trapped inside. ASME PCC-2 Repair of Pressure Equipment and Piping states that tube venting should be done to ensure the safety of people and equipment. If leaking tubes are plugged without being vented, corrosion deposits or polymerized process fluids can seal the perforation or crack that lead to the original leak. Fluid and/or gas captured inside the tube can result in a buildup of pressure that may be high enough to eject the plug, causing injury to nearby operators or equipment. Due to the severity of these concerns, tube venting is recommended.
The most common method for venting a tube is to use a one-revolution style tube cutter. While a one-revolution tube cutter is designed to cut a tube, it also works extremely well for venting. In order to create a small puncture in the tube material, the operator must manually turn the cutter with a ratchet or wrench approximately ¼ turn. Due to the high forces at work on a small area of the cutting tool, the quality and strength of the cutter blade is important to complete the job quickly and efficiently. One of the most common challenges associated with a one-revolution style cutter is the short lifespan of the cutting bit. While a majority of cutting bits may perform well on softer materials, they struggle to cut tougher materials. When used over an extended period of time on tougher applications such as, 12 BWG (0.109”) carbon steel tubes or 2205 duplex, the bit may only make it through a few punctures before breaking.
The Solution
While many one revolution cutters have similar exteriors, Elliott’s One-Rev deploys more advanced engineering principles with over 12 key differences that result in a superior product. When designing the One-Rev, Elliott focused on two main areas: increasing the life of the cutter bit to withstand increased wear and reducing the amount of force required to use the product. As a result, Elliott’s One-Rev cutter blade is designed to withstand even the toughest of materials.
This report will present two tests. During the initial test, operators utilized ¾” x 12BWG (0.109”) carbon steel to test the strength and endurance of the improved One-Rev blade. Additionally, operators measured the amount of force required to use the One-Rev cutter, in comparison to other designs. The second customer test used 1” x 12BWG (0.109”) duplex steel. This test primarily focused on the blade strength of Elliott’s One-Rev, in comparison to other types of one-revolution cutters.

“After already getting two times the number of punctures out of Elliott Tool’s bit than a competing product, I inspected your bit and was really surprised that it still looked almost brand new.”
The Results
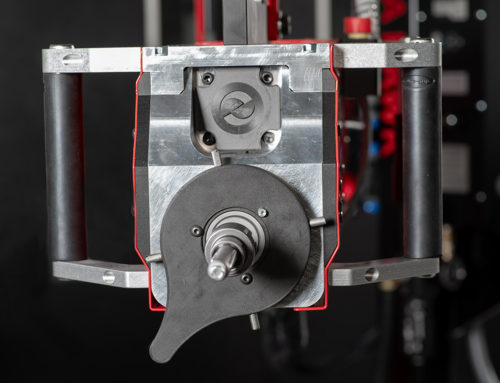
After conducting the two tests above, the quality of Elliott’s One-Rev clearly surpassed that of other manufacturers. The initial test on ¾” x 12BWG (0.109”) carbon steel tubes, was able to create more than 110 punctures using the same blade. The blade still remained intact after the conclusion of the trial (See Picture, Page 1). Additionally, the operator reported a 20% reduction in the amount of force required to operate the One-Rev, making it easier for the operator to utilize. Overall, Elliott’s One-Rev was able to puncture significantly more tubes with less blade wear and force when compared to alternative one-revolution cutters.
The second test was conducted using 1” x 12BWG (.109”) 2205 duplex. Elliott’s One-Rev was able to create multiple punctures within the tube material, whereas other one-revolution style cutters struggle to puncture the tube at all. One of the operators commented, “after already getting two times the number of punctures out of Elliott Tool’s bit than a competing product, I inspected your bit and was really surprised that it still looked almost brand new.” Overall, this test was able to demonstrate the strength and quality of Elliott’s One-Rev blade design.
When comparing Elliott’s One-Rev to that of other manufacturers, Elliott’s cutter was able to create over 100 punctures while leading competitors only produced 4. As a result, Elliott’s One-Rev has the power to produce over 24X more tube punctures per blade when compared to other brands. On a job requiring 100 punctures, that’s an approximate savings of over $1,100 in blades. Overall, Elliott’s improved One-Rev cutter design performs significantly higher than that of other manufacturers.